|
一���、概述
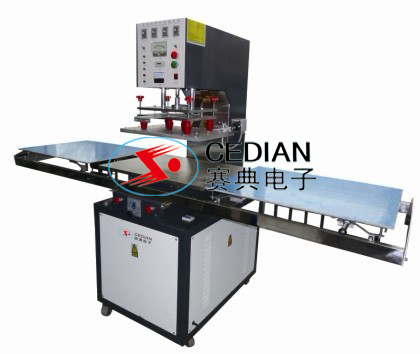
賽典牌抗干擾系列高頻塑料熱合機,采用大功率陶瓷電子管����,及高品質器件�,以科學的設計創意,使機電一體化在本機型上充分得以體現����。該設備可熱合各種不同形狀的PVC、尼龍����、聚氣氯乙烯、塑膠薄膜制品��,人造革制品�����。如:吸塑包裝(本機特別適合吸塑包裝的封口和封切)�,雨衣,吹氣玩具����,文具盒,名片冊����,塑料封面;箱包����,提袋,鞋類制品���,車輛坐墊����,涼液墊,商標等��。本設備還可在薄膜或人制品上壓制各種凹凸形狀的圖案�����,花紋���,文字等����。裝上簡單裝置可進行燙金加工��。對聚乙烯薄膜也可熱合����,但要在電極上襯上一層聚氯乙烯薄膜,然后進行熱合�����。
二���、主要特點
本系列機型具有以下特點:1�、抗干擾,設有頻率穩定器和漏磁控制器��,對外界設備干擾極?�?;防打火�����,設有高靈敏度火花抑制電路品�����,使模具���,被加工產品的損失降到最低限度��;功率輸出強勁����,采用低損耗同軸諧振器����,輸出波形良好�����、品質因數高����,出力大�,熔接迅速;設有過流過壓保護裝置:此裝置在工作異常時自動切斷高壓�����,以保護電子管及整機其它器件�。
2、定位準確��,生產效率高����,設有自動定位系統。自動化程度高�,熱合速度快,即模具下降����,熱合����、冷卻����、起模時間可預設����,并一性自動完成,采用氣動為壓合動力���、勞動強度小���。
三、主要技術指標
|
型號
|
使用電源
|
振蕩功率
|
振蕩頻率
|
熱合面積(mm2)
|
|
GP4—H1
|
220V/380V50HZ
|
4KW
|
27.12
|
18000
|
|
GP5—H2
|
220V/380V50HZ
|
5KW
|
27.12
|
20000
|
|
GP8—H3
|
380V50HZ
|
8KW
|
27.12
|
30000
|
|
GP10—H4
|
380V50HZ
|
10KW
|
27.12
|
36000
|
四��、安 裝
1�、開箱后請仔細閱讀使用說明書,了解設備性能�,嚴格按說明書進行安裝和操作。
2���、檢查設備在運輸中有無損壞���,堅固螺釘有無松動����,有無受潮現象�����,如有不正常情況應先處理后開機��。
3�����、轉盤機型:將園盤工作板安放在底座的中心轉動軸上�,用螺絲固定牢,順時針轉動����,聽到“當”一聲,即安裝完成��,此聲為定位聲音。雙滑板機型:將兩導軌分別安裝在底座支架上(螺絲孔出廠前己打好)���,將滑板安放在導軌上���,手柄朝外安裝即可。
4���、安裝電子管:GP4—H1型采用有四支腳的陶瓷管如圖�����。安裝時將諧振腔從底座門內移出,這時可以看見諧振腔中央的底部有一個電子管管座��。電子管下部有四個接觸腳��,它們的距離不同���,距
離40mm尺寸的兩園柱是柵極���;距離30mm尺寸的兩園柱是燈絲,最極在電子管的頂端�����。諧振腔內管腳尺寸與電子管引腳尺寸相對應,因此裝電子管時��,將電子管管腳對應插入諧振腔底部管座(即:距離40mm)的管腳插入距離40mm的管座��,距離30mm的也對應插入���。在裝管子時��,不要用力過猛����,以防損壞電子管��。將導電件的另一端固定在陽極上(頂部)�,擰緊固定螺釘。
2���、GP5—H2�����、GP8--H3型機電子管采用園盤固定的陶瓷管如圖�。安裝時先將諧振腔從底座門內移出,這時可以看見諧振腔中央有一托盤�。可裝電子管放入托盤內���,并使陽極安裝孔與托盤上的安裝螺釘對正�,并用螺母擰緊固定(應保證燈絲引腳與燈絲線對正)���,將線圈上的導電片與柵極環上的安裝螺釘對正擰緊�。安裝燈絲導電片時�����,將電子管燈絲引腳上的M6螺母分別取下一個��,將頂蓋上的燈絲導電片分別與燈絲引腳連接����,用M6螺母將燈絲導電片壓緊��。在安裝燈絲引線時必須使用兩面三刀只扳手����,上下相向旋鈕同側的兩螺母,絕不允許手持瓷環擰螺母。在安裝柵極引出線時也要用兩只扳手��,不要把力加在管殼上����。
五、操作
1����、通電前檢查電源開關和高頻開關是否處在關的位置(此兩開關
必須處在關的位置),自動/手動開關應處在手動位置��,整機必須安裝合格接地��。
2�、接通電源,開啟機器右下方的電源總開關(空氣開關)此時冷卻風扇開始轉動���,對電子管進行吹風散熱��。請注意如果風機不工作��,不得開機操作����,否則要燒壞電子管。
3�、接通氣源(用戶自備空壓機),氣壓表應設在0.6MPa左右���,即壓力6公年左右���。
4、打開電源開關��,電源燈亮���,電子管燈絲亮��,電子管開始預熱�����,一般可預熱10分鐘左右才允許進行熱合工作�。否則將損傷電子管�����。模具預熱:將右側工頻調溫開關調到100度加熱10分鐘����。
5、在每個工作極板上(轉盤機3個工位�����,雙滑板機2個工位)安裝好模具��,點動上升或下降按鈕�,則上模即上升或下降。此時可調整模具(調整模具時不得打開高頻開關?�。?����。上模必須與下?����;蛳聵O板壓平����,壓合面上的每點都必須均衡接觸,有不平處可調模架上方四螺絲����,以求達到平衡要求��。(模具本身要絕對平整���,否則達不到要求)。模具調不平���,會造成打火����,影響熱合質量�����。
6��、順時針轉動園盤(雙滑板機:將左右滑板分別推入中間定位���,其它工作程序與轉盤機相同)分別在下極板上墊1-2層黃臘布或青殼紙等絕緣類材料(不得超過1.5mm厚)��,預設模具下降時間(約1.5秒)���,熱合時間(約3秒),冷卻時間(約2秒)���,模具上升時間(約1.5秒)���;自動/手動開關置于自動位置,順時針轉園盤工作臺�����,聽到“當”
響聲即到位����。此時機器將自動完成以下動作,模具下降——熱合——冷卻——模具上升���,一次加工循環結束�����。如果這個過程動作正常�,即可放上被熱合工件�,打開高頻開關,將輸出調節調到(按產品大小�、材質情況�����,確定輸出功率大?����。┻m當位置�。按上述順時針轉動園盤工作臺�����,熱合程序開始�����,此時請觀察熱合電流表的電流指示��。GP4—H1型限流0.8A,GP5—H2型限流1A�����,GP8—H3型限流1.8A��,超過上述限流,保護燈亮�,高壓自動關閉,模具自動上升��,這時應將輸出調節適當調小些�����,然后再試熱合�,直到熱合效果滿意為止���。輸出功率的調整是依據熱合面積的大小來進行的���。本機所標稱的熱合面積是實芯面積,也就說本機采用平板電極��,熱合材料為2層軟質聚氯乙烯塑料薄膜���,厚度為0.1mm~2mm左右���,片材厚度0.1mm~1.5mm左右,在陽極電流最大的情況下�����,10s熱合牢固,若用戶采用異形模具作電極�,由于電場分布、臨近效應��、散熱等因素��,會使實際熱合面積有所下降��,約為標稱值的0.4~0.7倍����。因此用戶在選擇設備時,首先要考慮所加工制品的實際熱合面積���,選擇適當功率等極的設備����。保證設備工作時電子管處于最佳工作狀態�。
7、如果由于模具不平或其它原因出現打火����,機內防火系統會起作用。保護燈亮起,高壓自動關閉���,模具自動上升�。此時應排除打火故障后����,再行操作。
8���、遇到異常情況,可按急停按鈕����,可自動關閉高壓,模具自動上升��。排除異常后再工作����。
9、停機步驟:①�、關閉電源開關,并將自動/手動開關置手動位置�;②轉動園盤,使下極板離開定位處(又滑板機,可將滑板推離中間位置)���;③關閉氣源�����;④待電子管冷卻5分鐘后關掉電源總開關�,并切斷外接電源����。
六、注意事項
1����、本機必須安裝合格接地,以保證安全產生��!
2�����、在操作本機時����,切勿用手觸摸電極(模具)等導電片�,以免造成高頻擊傷皮膚�。
3、電子管是本機的重要元件���,其燈絲電壓長期超過規定值的5%時���,使用壽命會縮短30%,同時應注意本機在每天正常工作前電子管必須預熱10分鐘����,停用本機時電子管必須冷卻5分鐘以上,這些應引起用戶的注意����。
4�、本機內部電壓很高(5500V,8000V)�����,所以維修時一定要斷電修理�����,以策安全。
5���、打開電源總開關時�����,應觀風機是否在工作����,如果風機沒工作���,不得開機操作�,否則將燒壞電子管�����。應排除風機故障�����,讓風機正常工作后才能開機使用�����。
6、在安裝��,調試模具時���,不得打開高頻開關�,否則傷手��,擊壞機內器件���。
7��、氣缸動行時�,手不得伸入上下極板(上下模具之間)�����,否則會壓傷手��。
七��、常見故障及排除
|
電源指示燈不亮
|
① 電源未接通����;②電源保險絲斷路;
② 電源開關未打開���;④電源指示燈壞
|
|
模具不下降
|
① 氣源未接通����;②轉盤或滑板工作臺未到定位位置����;
③電磁閥有故障。
|
|
模具不上升
|
① 無電源或無氣源����;②氣壓太低;
③氣壓閥置于手動時模具下降��。
|
|
電子管不亮
|
燈絲變壓器擊穿����;②燈絲變壓器無電源;③電子管燈絲斷��。
|
|
熱合電流表打到底
|
① 硅堆擊穿����;②諧振腔內打火�����;③高壓變壓器故障��;
② ④板型電容擊穿�����;電子管故障�;⑤上下電板間打火
|
|
熱合電流表無指示
|
熱合時間繼電器故障�����;②電磁閥故障�;③電流表故障;④線繞電阻故障����。
|
|
電流指示不上升
|
① 電子管老化;
② ②可變電容鋁片位置不對或失效���;③高頻回路接觸不良
|
|
熱合不良切不斷
|
① 模具太大,超過額定熱合面積��;熱合時間太短;
③工件材料不對�;絕緣材料不對或墊的太厚。
|
八�����、日常維護
1�����、用戶應每月在導柱上加注30#機油一次�����,保證潤滑����,每班對機器清掃一次,保持設備清潔干凈���。
2�����、每季度將電子管拔下����,將位置調換180度,再插入電子管管座再使用���,以延長管子壽命����。
3����、每半年內對風扇、孌壓器�、高壓電容器、諧振腔等處的塵埃進行必要的清整���。(不要用水或濕布去擦�,要用過濾的空氣去吹或用干布擦拭)
4����、定時加注、更換油杯中油液��,定時排出三連件過濾器中的雜質、水���。
5、模具表面貼的高溫膠布應定時更換�����,當膠布有破損出現高低不平時����,容易引起打火。
|